










Conformadora de viga W para guardarraíl de autopista (Postcorte)



La barrera de seguridad W-beam es un obstáculo de seguridad comúnmente utilizado en proyectos de ingeniería de transporte como autopistas, carreteras de alta velocidad y puentes. Llamada así por su similitud con la letra 'W' debido a sus dos picos, este tipo de barrera generalmente se fabrica con acero galvanizado o laminado en caliente con un espesor entre 2-4mm.
Cada sección de W-beam suele tener 4 metros de largo, con agujeros preperforados en ambos extremos para fines de instalación. Dependiendo de los requisitos del cliente para la velocidad de producción y el espacio en planta, podemos integrar soluciones de perforación adecuadas en la línea de producción de la máquina de conformado primario.Q&A
Diagrama de flujo: Descargador hidráulico-Guía-Nivelador-Punzón hidráulico-Máquina de conformado-Corte hidráulico-Mesa de salida

- Velocidad de la línea: 0-8m/min, ajustable
- Material adecuado: Acero laminado en caliente, acero laminado en frío
- Espesor del material: 2-4mm
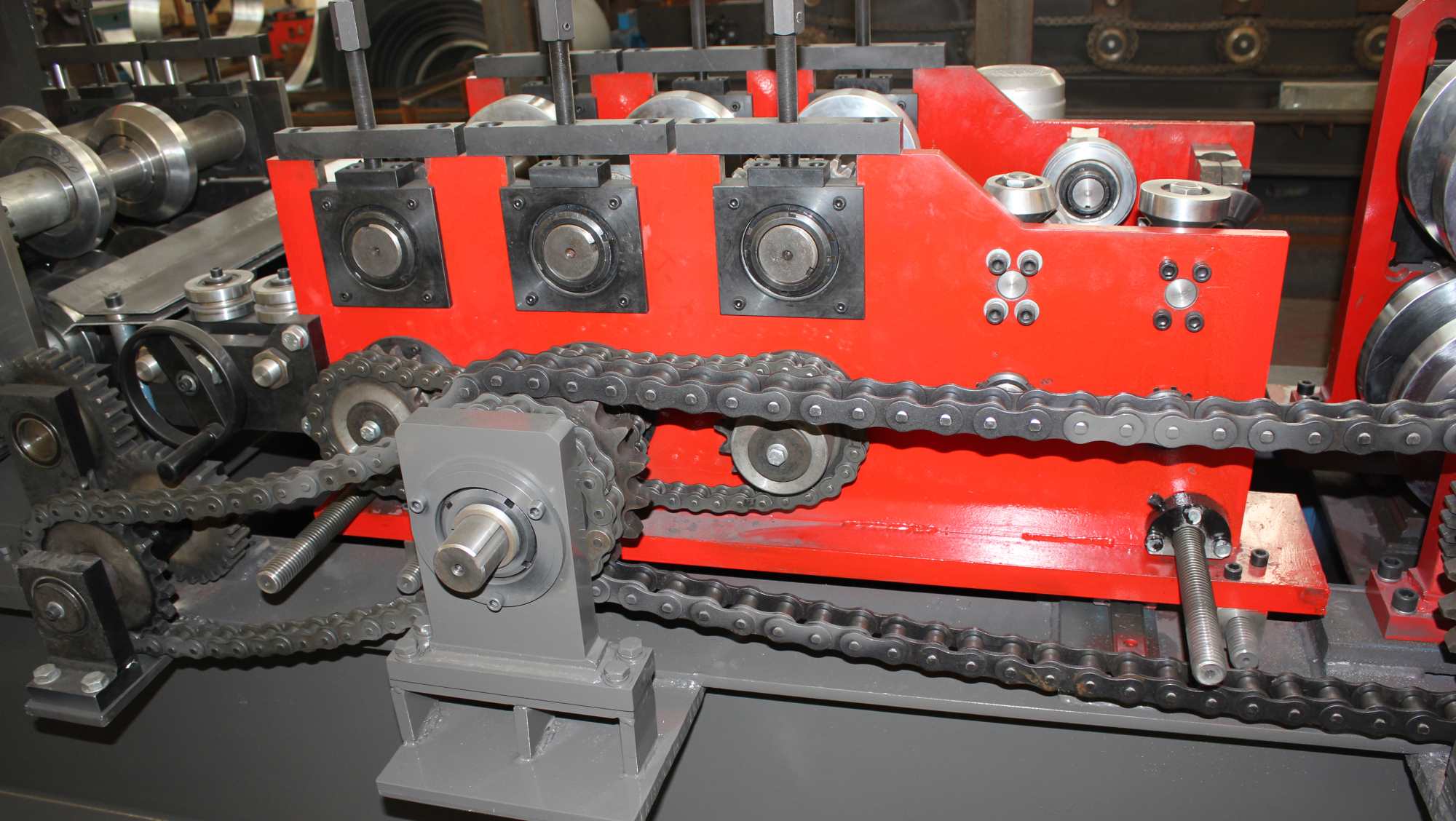
- Máquina de conformado: Estructura de hierro fundido y junta universal
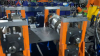
- Sistema de accionamiento: Sistema de accionamiento de engranajes con eje cardán de junta universal.
- Sistema de corte: Corte antes de conformar, la máquina de conformado no se detiene durante el corte.
- Descargador hidráulico*1
- Nivelador (Equipado en la máquina de conformado)*1
- Máquina de perforación hidráulica*1
- Máquina de conformado*1
- Máquina de corte hidráulico*1
- Mesa de salida*2
- Gabinete de control PLC*1
- Estación hidráulica*2
- Caja de repuestos (Gratis)*1
Tamaño del contenedor: 2x40GP
Desbobinador hidráulico
El desbobinador está equipado con dos características de seguridad: el brazo de prensa y el retén de bobina exterior. Durante el reemplazo de la bobina, el brazo de prensa asegura la bobina para evitar que salte y lastime a los trabajadores. El retén de bobina exterior evita que la bobina se deslice y caiga durante el desenrollado.
El desbobinador está equipado con un dispositivo de expansión de núcleo de cuatro piezas estándar que puede expandirse o contraerse para acomodar diferentes diámetros interiores de bobina que van desde 460mm hasta 520mm.
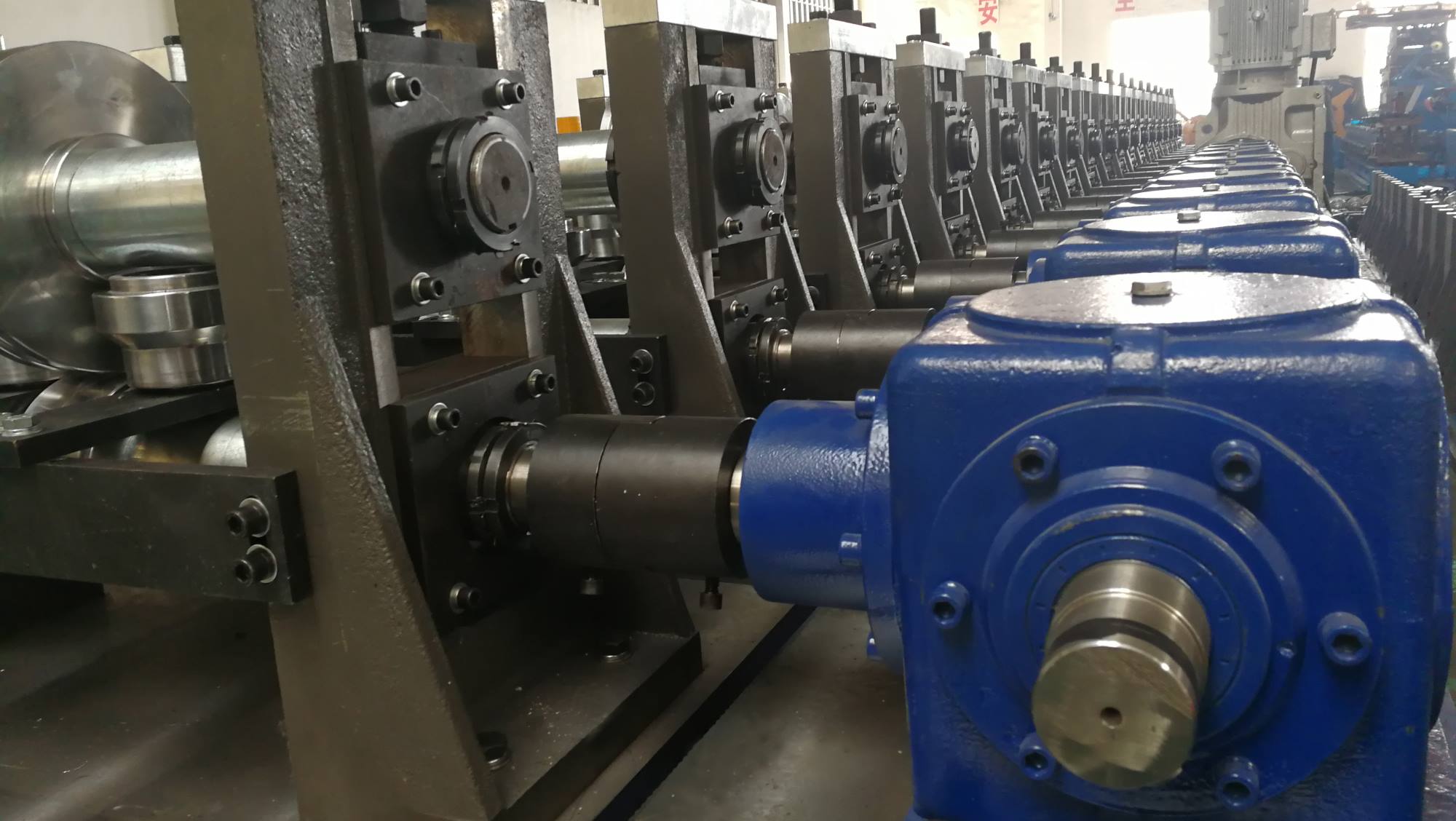
Nivelador y cabeza de prensa

Una plataforma delante del nivelador, controlada por una barra hidráulica para ajuste vertical, ayuda a guiar la bobina hacia la línea de producción.
Para perfiles más gruesos que 1.5mm con requisitos de punzonado, usar un nivelador para aplanar la bobina y liberar el estrés interno para un espesor uniforme es esencial para un mejor punzonado y conformado. En este caso, el nivelador está integrado con la máquina principal de conformado por rodillos, usando la misma base.
Para requisitos de velocidad de producción más altos, ofrecemos un nivelador independiente, que optimiza ligeramente la velocidad de nivelado pero aumenta la longitud total de la línea de producción en aproximadamente 3m.
Punzón hidráulico

Por razones de eficiencia y costo, el punzonado puede dividirse entre dos matrices (dos estaciones), con la estación más grande capaz de punzonar 16 agujeros a la vez. La segunda estación puede punzonar agujeros que aparecen solo una vez en cada viga.
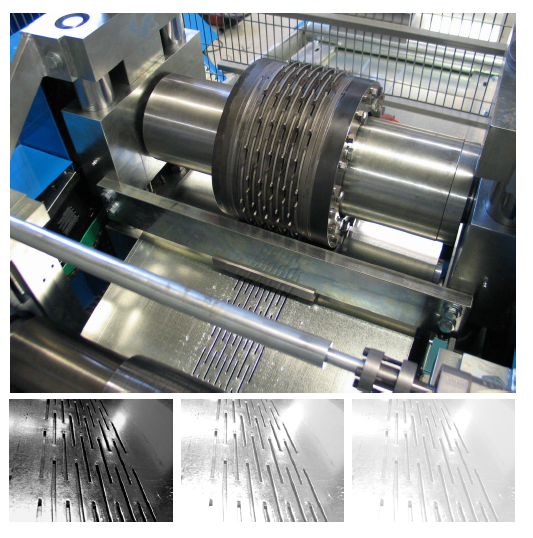
Máquina de conformado por rodillos

Esta máquina de conformado por rodillos cuenta con una estructura de hierro fundido, con ejes universales conectando los rodillos de formación y la caja de engranajes, asegurando robustez para cumplir eficientemente con los requisitos de formación de paneles guardacarreteras de 2-4mm de grosor. La bobina de acero pasa por un total de 12 estaciones de formación para finalmente coincidir con la forma especificada en los dibujos.
Máquina de corte hidráulico
Como el corte ocurre después de la formación, la matriz de corte debe adaptarse a la forma de la viga en W para reducir las rebabas y la deformación de los bordes cortados. Configurada para la operación de corte de parada y corte de la máquina de corte, la máquina de formación hace una pausa breve durante el corte.

Velocidad de Producción: Normalmente, las vigas guardacarreteras tienen 4m de largo. El pre-corte alcanza una velocidad de 12m/min, produciendo 180 vigas por hora. El post-corte funciona a 6m/min, produciendo 90 vigas por hora.
Desperdicio de Corte: Durante el corte, la solución previa al corte genera cero desperdicio o pérdida. Por el contrario, la solución posterior al corte genera un desperdicio de 18-20mm por corte, según las especificaciones de diseño.
Distribución de la línea l ongitud: En la solución previa al corte, se requiere una plataforma de transferencia después del corte, lo que puede resultar en una distribución de la línea de producción ligeramente más larga en comparación con la solución posterior al corte.
Impacto en la vida útil del rodillo : Mejor vida útil del rodillo en la solución posterior al corte al ejecutar calibre pesado y acero de alta resistencia porque el borde principal en la solución previa al corte golpea los rodillos de formación con cada parte.
Longitud mínima: Generalmente, en la solución previa al corte, hay un requisito para la longitud mínima que se puede cortar, asegurando que haya rollo de acero dentro de al menos tres conjuntos de rodillos de formación. Esto asegura una fricción suficiente entre los rodillos y el rollo de acero para impulsarlo hacia adelante. Sin embargo, en la solución posterior al corte, no hay restricción en la longitud mínima de corte ya que la máquina de formación de rollos está llena de rollo de acero.
Sin embargo, la longitud del haz W suele ser de alrededor de 4m, superando el requisito de longitud mínima. Por lo tanto, no hay necesidad de preocuparse por la decisión de soluciones previa o posterior al corte si esta máquina de formación de rollos es para haz W.
Amable consejo: Recomendamos a nuestros clientes elegir una línea de producción adecuada según sus requisitos de cantidad de producción.
Si usted es el proveedor de perfiles de haz de barrera, la solución previa al corte es adecuada para usted. Aunque el costo de la solución previa al corte es ligeramente más alto que la solución posterior al corte, sus ventajas en la salida pueden compensar rápidamente la desventaja de precio.
Si usted está comprando para un proyecto de construcción de tráfico, la solución posterior al corte es más adecuada para usted. Ocupa menos espacio y tiene un costo ligeramente más bajo.
|
Máquina de formación de rollos de barrera de carretera de dos ondas/tres ondas |
|||
|
No. |
Ítem |
Especificación |
Opcional |
|
1 |
Material adecuado |
Tipo: Bobina Galvanizada, PPGI, Bobina de acero al carbono |
|
|
Espesor(mm): 4-5 |
|||
|
Resistencia a la fluencia: 250 - 550MPa |
|||
|
Esfuerzo a la tensión(Mpa): G350Mpa-G550Mpa |
|||
|
2 |
Velocidad nominal de formación(m/min) |
15 |
O según sus requerimientos |
|
3 |
Estación de formación |
12-15 |
Según su perfil |
|
4 |
Desenrollador |
Desenrollador hidráulico |
|
|
5 |
Motor principal de la máquina |
Marca Sino-Alemán |
Siemens |
|
6 |
Marca de PLC |
Panasonic |
Siemens |
|
7 |
Marca de variador |
Yaskawa |
|
|
8 |
Sistema de accionamiento |
Accionamiento de caja de engranajes |
Accionamiento de cadena |
|
9 |
Material de los rodillos |
Cr12 |
GCr15 o acero #45 |
|
10 |
Estructura de la estación |
Estación de hierro forjado |
Estación de panel de pared
O estructura de soporte torri
|
|
11 |
Sistema de perforación |
No |
Estación de perforación hidráulica o Prensa de perforación |
|
12 |
Sistema de corte |
Post-corte |
Pre-corte |
|
13 |
Requisito de suministro de energía |
380V 60Hz |
O según sus requerimientos |
|
14 |
Color de la máquina |
Azul industrial |
O según sus requerimientos |
1. P: ¿Qué tipo de experiencia tienes en la producción de máquina de formado de rollos para guardarraíl de autopista ?
R: Tenemos experiencia en exportar nuestros formadores de rollos para guardarraíl de autopista a Rusia, Arabia Saudita, Turquía, Indonesia, India, etc. Hemos producido el estándar de guardarraíl americano AASHTO M180 (más útil y popular), el estándar de guardarraíl alemán RAL RG620, el estándar de guardarraíl europeo BS EN-1317, el estándar de guardarraíl australiano AS/NZS 3845:1999, el estándar de guardarraíl turco EN 1461:2009.
2. P: ¿Puedo producir barreras tipo W y tipo Thrie en una misma máquina?
R: Un operador añade o retira 5 estaciones de rodillos según nuestro dibujo. No llevaría más de 30 minutos.
3. P: ¿Cómo cambiar de producir barrera tipo W a tipo Thrie? ¿Y cuánto tiempo tarda?
R: Según el dibujo proporcionado para reemplazar los rodillos de formación de las últimas cinco estaciones de formación, el proceso de cambio solo necesita 30 minutos y solo por un operador.
4. P: ¿Cuál es el tiempo de entrega de máquina de formación de rollos para barreras de autopista ?
R: De 80 a 100 días dependiendo de su dibujo.
5. P: ¿Cuál es la velocidad de su máquina?
R: La velocidad de trabajo de la máquina depende del dibujo especialmente del dibujo de punzonado. Normalmente, la velocidad de la línea es de alrededor de 8m/min.
6. P: ¿Cómo controlan la precisión y la calidad de su máquina?
R: Nuestro secreto para producir tal precisión es que nuestra fábrica tiene su propia línea de producción, desde matrices de punzonado hasta rodillos de formación, cada parte mecánica es completada independientemente por nuestra fábrica. Controlamos estrictamente la precisión en cada paso desde el diseño, procesamiento, ensamblaje hasta el control de calidad, nos negamos a recortar esquinas.
7. P: ¿Cuál es su sistema de servicio postventa?
R: No dudamos en ofrecerle un período de garantía de 2 años para toda la línea, 5 años para el motor: Si hubiera algún problema de calidad causado por factores no humanos, lo manejaremos inmediatamente por usted y estaremos listos para usted 7X24H. Una compra, cuidado de por vida para usted.








Dibujo de perfil de barrera turca:
Cumple con la norma EN 1461:2009


-
Mesa fuera
-
Sin energía

-
Apilador automático

-
-
Corte
-
cizalla voladora

-
Corte con sierra

-
-
Conducción
-
transmisión por cadena
-
transmisión por engranaje
-
transmisión por engranaje con acoplamiento

-
-
Soportes
-
panel de pared

-
torri stands

-
hierro forjado

-
regla
-
-
Punzonado
-
prensa de punzonado

-
estación de punzonado hidráulico

-
punzón de rodillo
-
-
Alimentación
-
Nivelador

-
alimentador de servo

-
-
desenrollador
-
desenrollador manual

-
desenrollador hidráulico

-
desenrollador de doble cabeza

-



















Productos Relacionados





